|

Aluminium anodisé
Plongez dans le bain...
Présentation : Laurent Berlivet
L'aluminium brut n'est pas très
joli. Tout change lorsqu'il est anodisé. Ce traitement
de surface permet de le teinter et de rendre sa surface très
dure, ce qui le protège également de la corrosion.
Le procédé n'est pas très compliqué
à réaliser mais exige cependant quelques précautions.
 |
 |
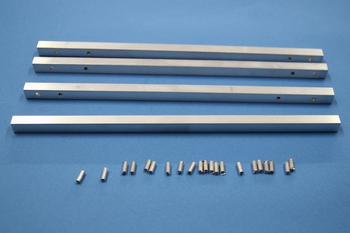
Les bras du
quadricoptère Quad
9 sont anodisés. Toutes les teintes sont
envisageables puisqu'elles sont réalisées
avec de l'encre d'écolier ou du colorant alimentaire. |
 |
 |
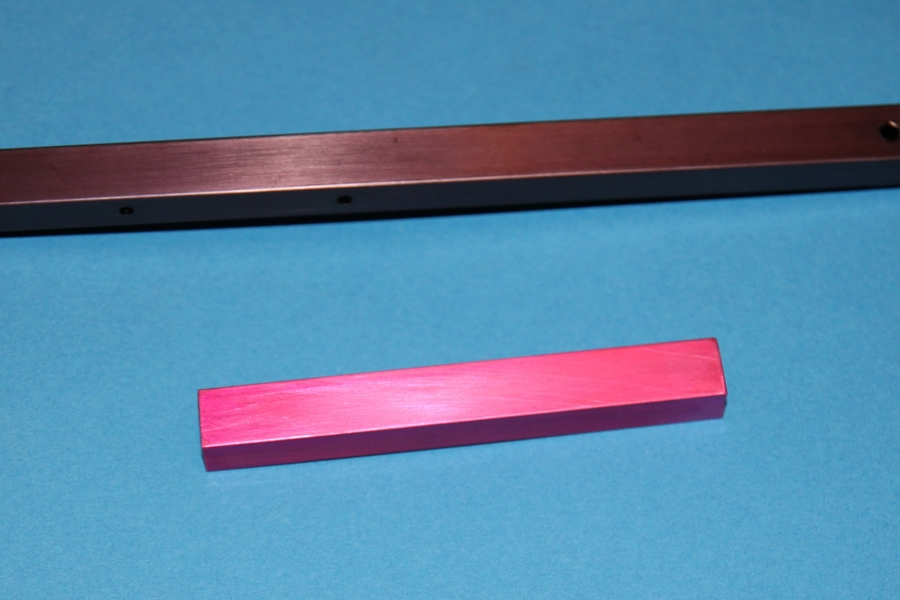
La
teinte obtenue peut varier par rapport aux couleurs
des cartouches. Des essais ne sont pas inutiles. |
 |
 |
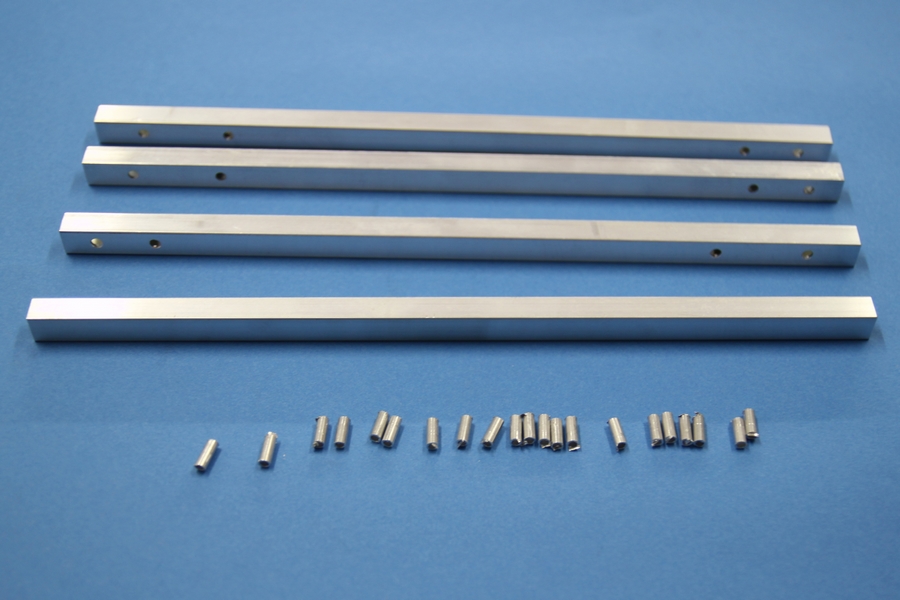
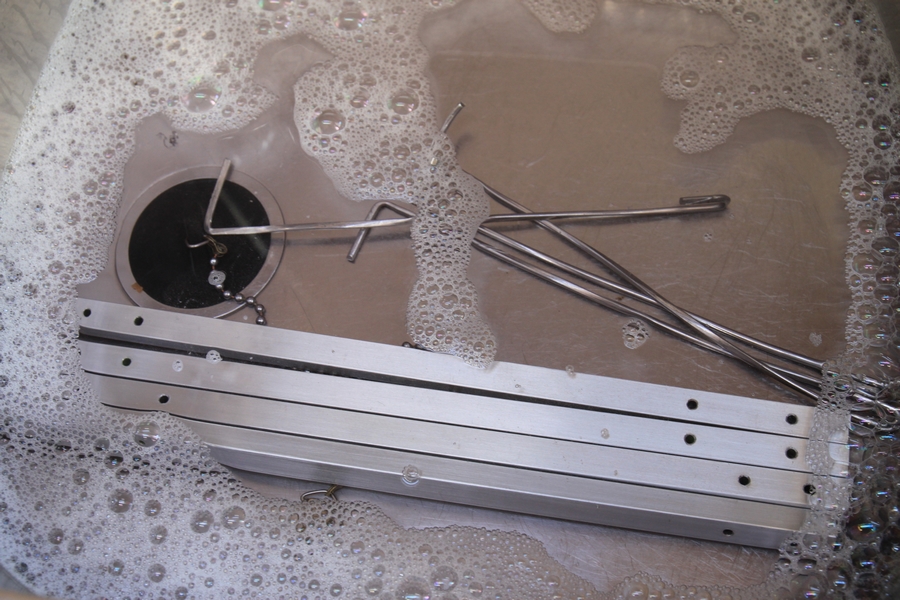
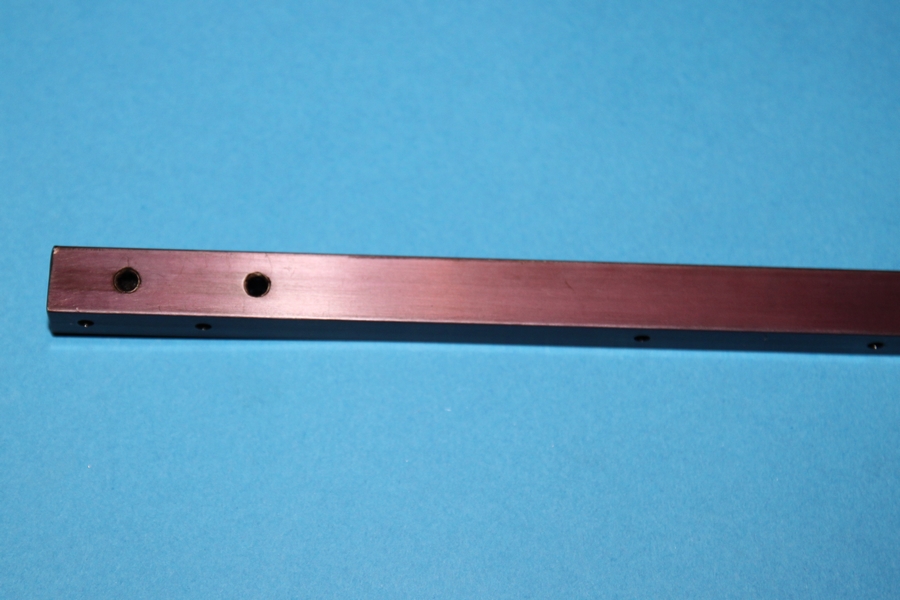
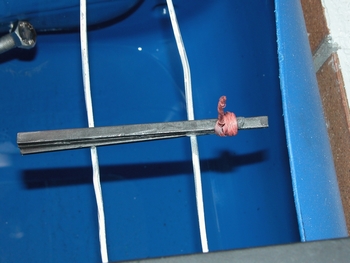
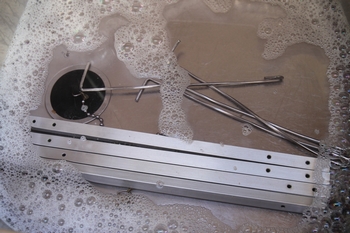
Les tubes en aluminium sont
dans un premier temps découpés et percés
aux bonnes dimensions puis nettoyés, par ponçage
à l'eau au papier émeri très
fin.
On utilise des gants en latex pour éviter de
les marquer avec les doigts.
Le nettoyage peut aussi être effectué
en trempant la pièce dans un bain de lessive
de soude.
|
 |
 |
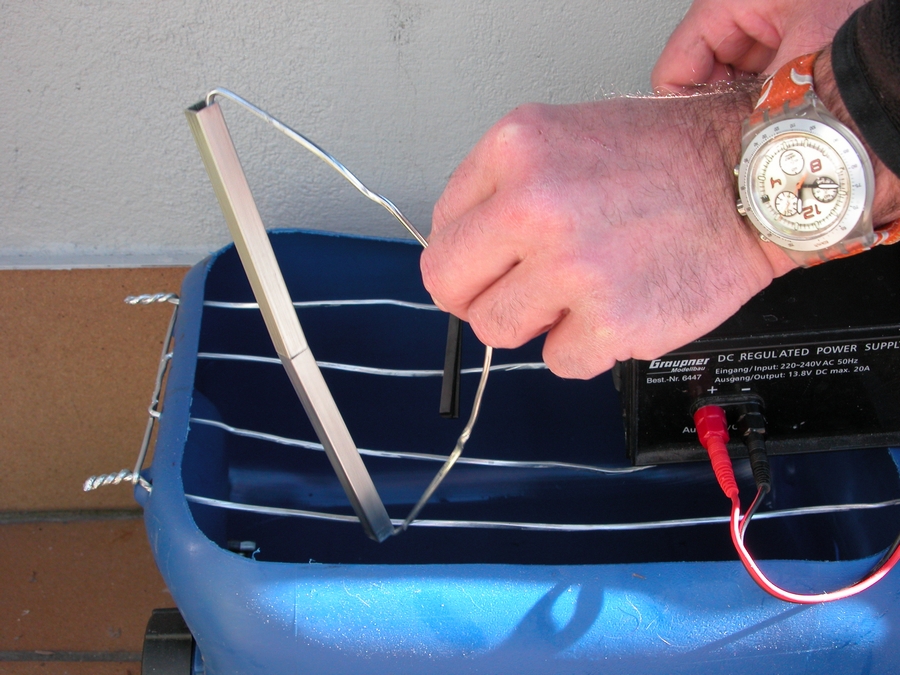
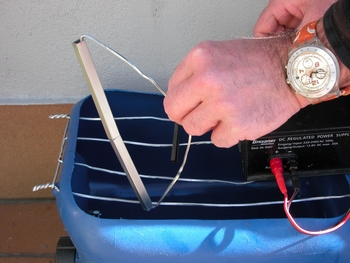
L'alimentation stabilisée doit être
assez puissante, d'autant plus que les pièces
seront grandes.
La Graupner 12 A utilisée
ici permet d'anodiser 2 bras en même temps.
|
Attention avec l'acide sulfurique
très corrosif. On travaille à l'extérieur,
avec des gants et des vêtements adaptés.
Un masque à charbons actifs protège aussi
les bronches et les poumons. |
 |
 |
Pour le trempage, un bidon en plastique est
découpé d'un côté. Les
bords hauts évitent les projections d'acide
et la large ouverture permet un accès aisé
à l'intérieur.
La solution liquide pour l'anodisation est
composée de 2/3 d'eau et de 1/3 d'acide sulfurique.
Verser l'eau puis l'acide et non l'inverse pour éviter
les projections.
|
 |
 |
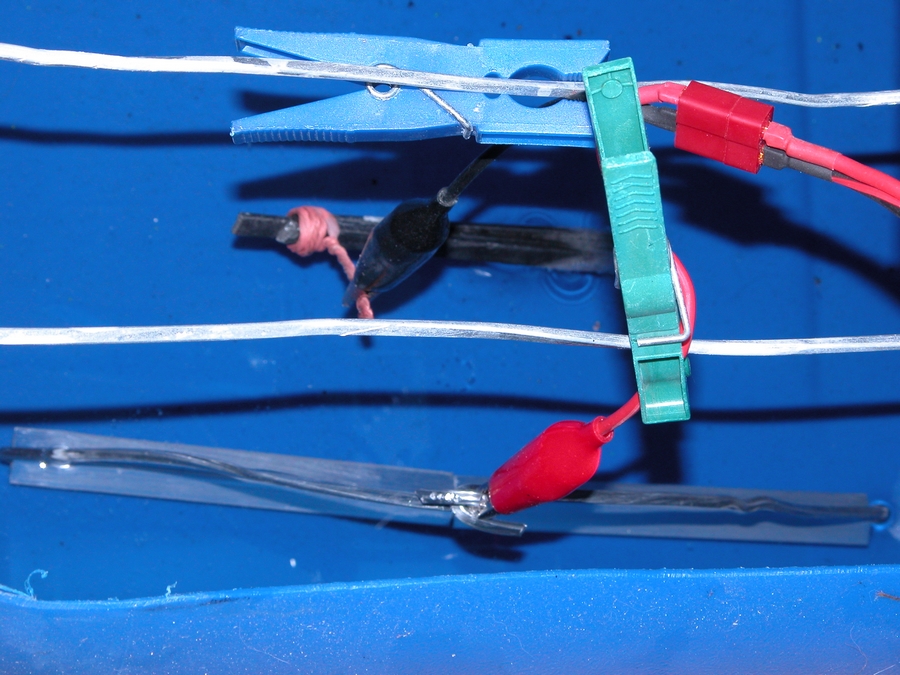
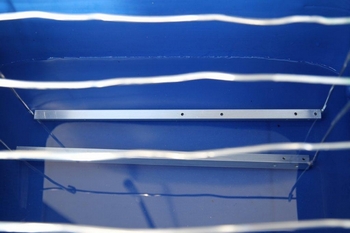
Des fils en
aluminium sont tendus sur le dessus (éviter un
autre métal qui serait attaqué par l'acide).
La température du bain doit rester faible. Au
besoin pour les grosses pièces, confectionner
un bain-marie avec un bac plus large que le bidon contenant
de l'eau et des glaçons pour favoriser le refroidissement. |
 |
 |
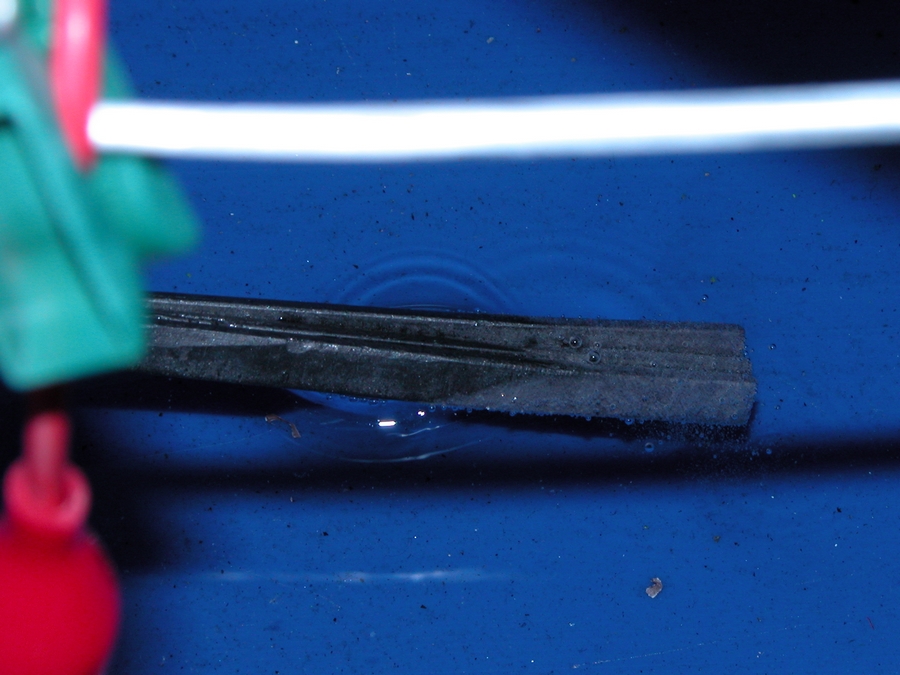
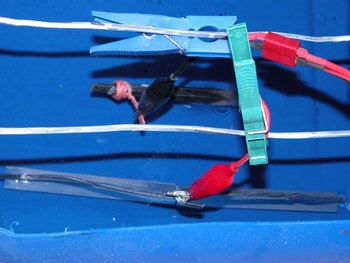
| La cathode est en graphite
ou réalisée avec des chutes en aluminium. |
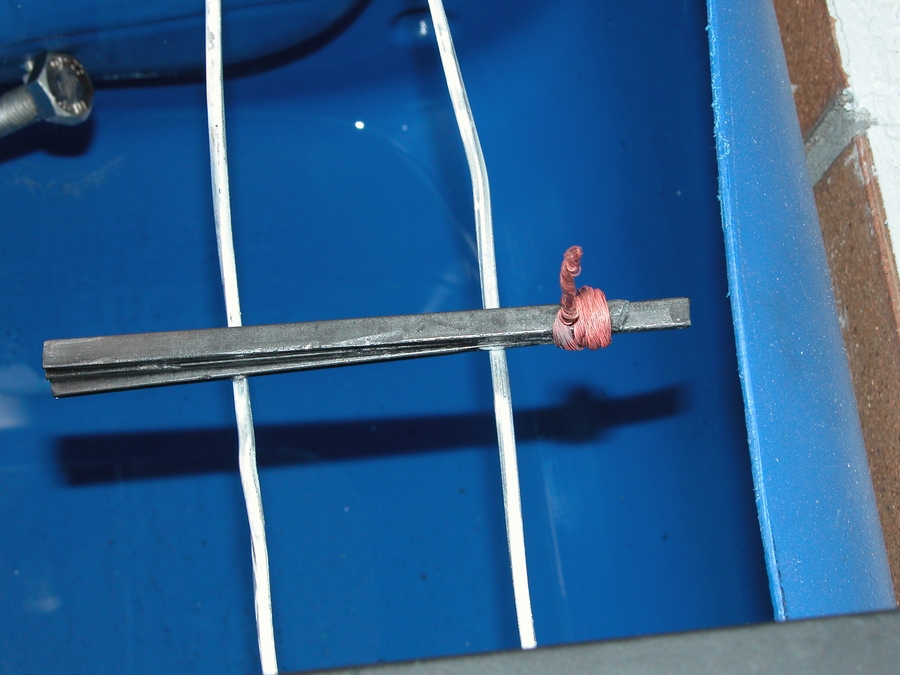
Les
pièces à anodiser sont suspendues par
un fil en aluminium. |
 |
 |
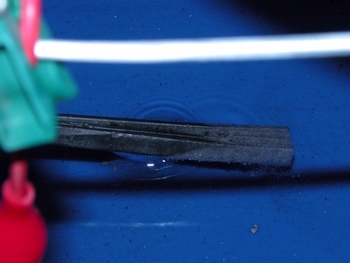
| Une chute d'aluminium ou de graphite est raccordée
sur la borne négative et trempe aussi dans le bain,
sans toutefois toucher la pièce à anodiser,
ce qui créerait un court-circuit. |
La pièce à anodier est suspendue
à un fil en alu qui est raccordé à
la borne positive de l'alimentation stabilisée.
Seul l'aluminium doit tremper dans le bain, un autre métal
serait dissoud. |
 |
 |
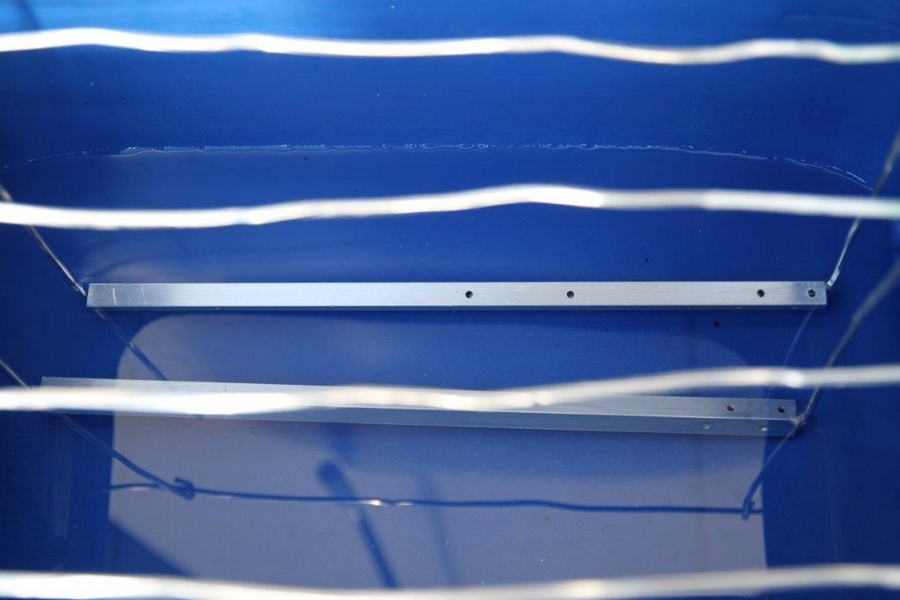
| Les bras du Quad 9 sont anodisés par
paire durant 20 à 30 minutes. |
Après traitement dans l'acide, les pièces
sont rincées à l'eau. |
 |
 |
| Le rinçage est complété
à grande eau, en utilisant toujours des gants en
latex. |
Un bac métallique suffisamment grand
pouvant recevoir les pièces est utilisé
pour la couleur. |
 |
 |
| L'encre est issue de cartouches d'encre ou de
colorants alimentaires dilués à l'eau. |
Le bac avec la teinture est placé sur
le gaz et porté à ébulition. Le liquide
doit frémir. |
 |
 |
Les
pièces sont immergées et retournées
régulièrement, sans les toucher à
la main. |
 |
 |
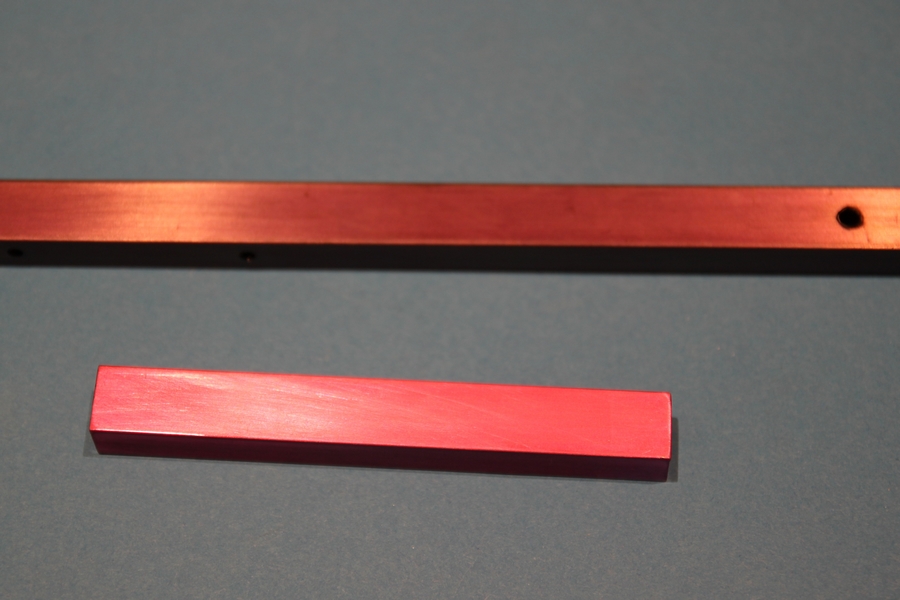
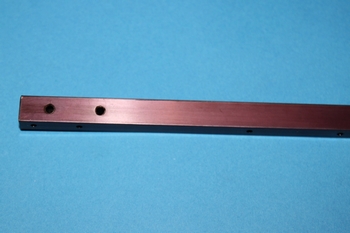
Peu à
peu, la teinte se fixe. Plus on insiste, plus la couleur
est soutenue. Attention, la couleur s'atténue
au rinçage, donc insister davantage si on souhaite
une teinte soutenue.
Le rinçage s'effectue à l'eau. |
 |
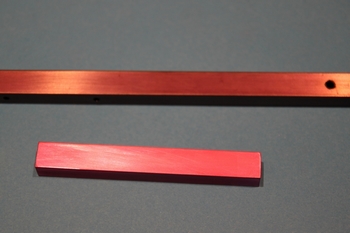 |
En fonctin de
l'encre, la couleur obtenue n'est pas toujours celle
souhaitée. Une encre noire donne souvent un rouge
très sombre. Parfois, l'encre n'accroche pas.
Je n'en ai pas encore trouvé la raison. |
 |
 |
| L'eau teintée pourra resservir. |
Le choix de couleurs est très vaste. |
A la mise sous tension, de fines bulles se
produisent, beaucoup plus sur la cathode que sur notre pièce,
c'est normal. Laisser mijoter durant 30 à 60 minutes.
Pendant ce temps, préparer la teinture avec de l'encre
mélangée à de l'eau. Des cartouches d'encre
d'écolier conviennent très bien et offrent une
grande variété de couleurs. Des colorants alimentaires
peuvent également être utilisés. Après
traitement, débrancher l'alimentation, sortir les pièces
délicatement et les rincer à l'eau froide, toujours
sans les toucher avec les doigts. Mettre les pièces
dans un bac métallique et verser la teinture. Les pièces
doivent être complètement recouvertes. Commence
alors la « cuisson » sur le gaz. L'eau doit à
peine frémir. Les pièces sont régulièrement
retournées pour bien prendre la couleur. Après
quelques minutes, elles sont rincées à l'eau
et sont prêtes à l'emploi.
Il est préférable de réaliser quelques
essais avant pour être sûr que le résultat
correspond bien aux envies. Durant toutes ces étapes,
travailler dans un local aéré et rester très
prudent avec l'acide.
Complément
de la méthode envoyé par un spécialiste
du traitement de surfaces
- Le bain d’anodisation doit se monter
à raison de 200 g/litre d'acide sulfurique.
Pour cela, prendre de l’acide de densité
1,8 (Il est visqueux comme de l'huile) et en mettre
110 cm3 (ou millilitre) par litre d’eau, en
agitant légèrement avec une baguette
(bois dur, plastique, inox, alu…) afin d’éviter
la montée en température locale…
Attention aux éclaboussures (lunettes, gants…)
- Les pièces doivent être fermement
attachées pour le traitement. En effet, la
couche d’oxydation anodique formée est
isolante, à raison d'environ 100 volts par
micron fabriqué (30 minutes oxydent en surface
de l’alu environ 5 à 10 microns suivant
le type d’alu). Si le point d’attache
(donc d’amenée de courant) bouge légèrement,
le contact est rompu et le support (fil) sera sur
une partie déjà légèrement
oxydé. Le courant ne passera donc plus et le
traitement sera interrompu.
- La température idéale pour
oxydation est de 19 à 20 degrés. Une
température plus élevée amènera
du poudrage sur la pièce oxydée. Dans
l’industrie, des serpentins d’eau froide
sont immergés le long des parois de la cuve
et une légère agitation par air comprimé
(non gras) homogénéise le bain et évite
les surchauffes locales.
- Comme signalé, la couche d’alumine
formée est très dure, mais elle est
aussi transparente et poreuse en surface, ce qui permet
d’y introduire des colorants vus par transparence.
C’est bien mais le traitement n’est pas
fini. Ces pores qui contiennent le colorant sont toujours
ouverts et il faut les refermer. Pour cela il faut
tremper les pièces dans de l’eau bouillante
pendant au minimum un temps équivalent au temps
d’anodisation.
Quelquefois, il est ajouté à l’eau
un mouillant (genre produit vaisselle manuelle) à
très faible dose (une goutte pour 5 litres
d’eau). On appelle cette finition le "colmatage".
- J’allais oublier : A chaque pièce
un nouveau fil car le précédent est
oxydé, donc isolant… Les pièces
oxydées ne peuvent êtres pliées
ou tordues car la couche lors de ces manipulations
se fissure.
François Vicart (9 sempembre
2013) |
Contacter le webmaster : laurent@jivaro-models.org
|
|
|